 it
it
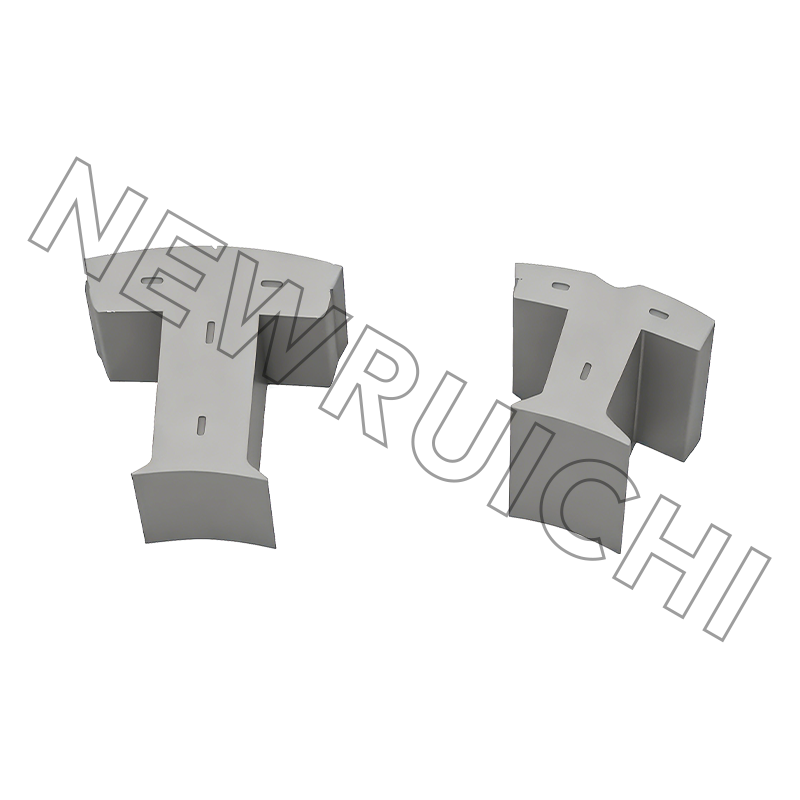
Nucleo laminato Interlock: miglioramenti in termini di precisione e prestazioni
Il vantaggio determinante di an nucleo laminato ad incastro è la sua capacità di ridurre le perdite per correnti parassite fino a 95% rispetto a un nucleo solido, eliminando contemporaneamente la necessità di saldatura o rivettatura nel processo di assemblaggio. Questo duplice vantaggio migliora sia l’efficienza elettrica che la velocità di produzione nella produzione di motori in grandi volumi.
La tecnologia è andata oltre il semplice impilamento. I moderni sistemi di interblocco ora incorporano microfunzioni che legano fisicamente le laminazioni a livello quasi molecolare durante lo stampaggio, creando una struttura monolitica che resiste allo stress torsionale dei motori di trazione ad alto numero di giri. Comprendere l'architettura dello stampo di stampaggio e le dinamiche del ritorno elastico del materiale è fondamentale per gli ingegneri che specificano questi nuclei.

La meccanica dell'interblocco senza materiale estraneo
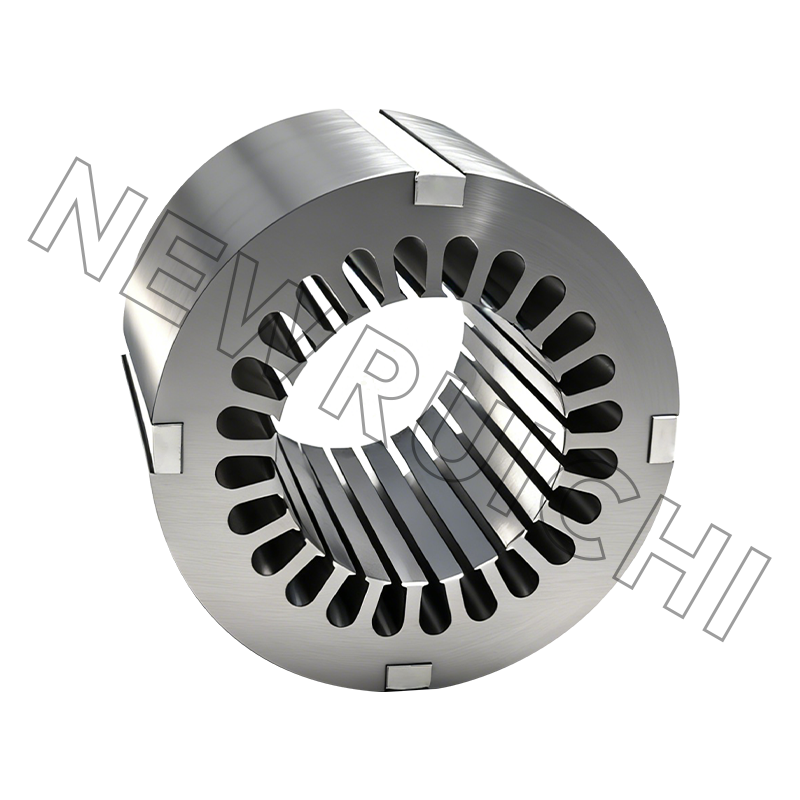
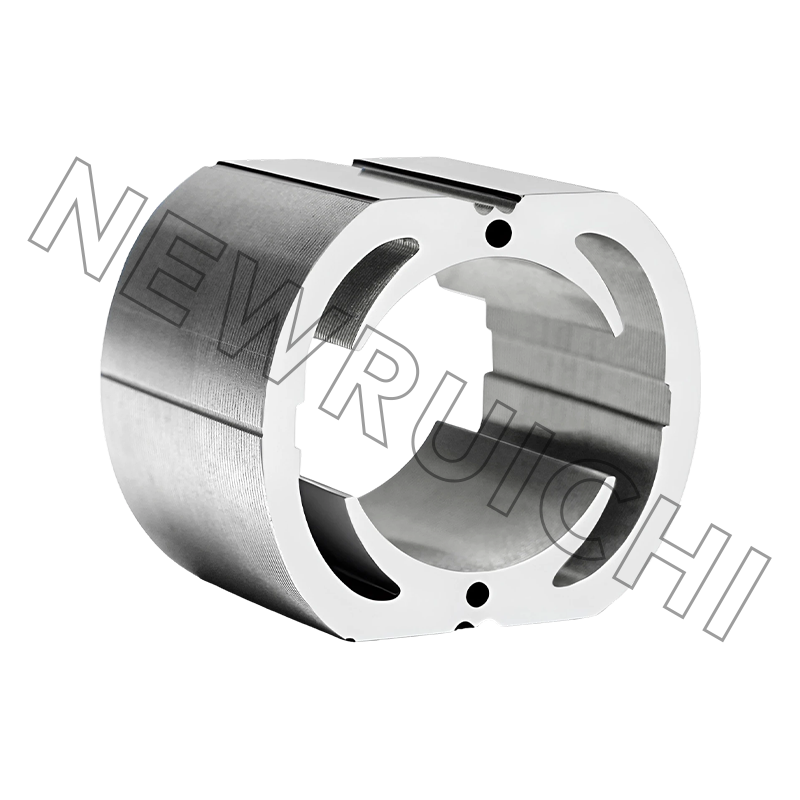
A differenza della tradizionale costruzione del nucleo che si basa su tasselli, bulloni o saldatura MIG lungo il diametro esterno, un nucleo laminato ad incastro utilizza un adattamento geometrico per unire gli strati. Durante il processo di stampaggio ad alta velocità, la fustella progressiva taglia precise sporgenze cilindriche o a forma di V su una laminazione che vengono pressate nelle cavità corrispondenti sul foglio adiacente. L'interferenza si adatta, spesso giusta da 0,02 a 0,05 mm , genera una forza di tenuta sufficientemente forte da mantenere l'integrità della laminazione durante le fasi di avvolgimento e verniciatura.
L’eliminazione della saldatura rappresenta un notevole salto tecnico. La saldatura crea un percorso di cortocircuito lungo il ferro posteriore, generando punti caldi localizzati che degradano la permeabilità magnetica. Rimuovendo questo percorso di conduzione, i nuclei interbloccati mantengono una struttura di laminazione realmente isolata, garantendo che la densità del flusso rimanga uniforme lungo l'intero profilo del dente.
Quantificazione dell'efficienza e del miglioramento della coppia
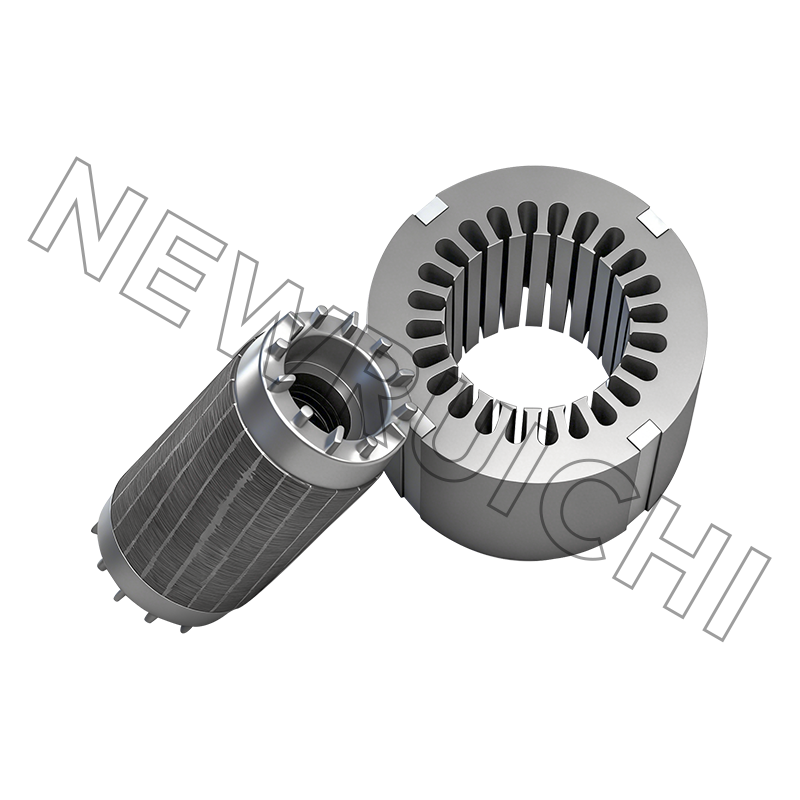
Il passaggio da un design con nucleo saldato a uno interbloccato ha un impatto diretto sulla densità di potenza di un motore elettrico. Il test su uno statore ad avvolgimento concentrato a 12 slot e 8 poli rivela chiaramente il delta delle prestazioni.
| Parametro | Nucleo saldato | Nucleo laminato ad interblocco |
|---|---|---|
| Perdita di ferro a 1000 Hz (W/kg) | 48 | 38 |
| Coppia di cogging (mNm) | 12 | 4 |
| Fattore di impilamento | 95% | 98,5% |
| Aumento della temperatura del ferro posteriore | 65°C | 48°C |
La riduzione della coppia di cogging a 4 milioni di Nm è particolarmente critico per rumore, vibrazioni e durezza (NVH) nelle applicazioni di trazione automobilistica. Questa morbidezza risulta dal preciso allineamento angolare mantenuto dalle funzionalità di interblocco, prevenendo lo slittamento rotazionale tra gli strati che affligge i nuclei bloccati meccanicamente durante il ciclo termico.
Parametri critici degli strumenti per stack senza difetti
Un progetto di nucleo laminato ad incastro riuscito fallisce o ha successo all'interno dello stampo di stampaggio. La funzione di interblocco viene creata nelle fasi finali di una matrice progressiva, richiedendo il controllo assoluto sull'alimentazione del materiale e sulla distanza tra punzone e matrice. Qualsiasi variazione qui si moltiplica per l'altezza dello stack.
Ritorno elastico e planarità della superficie controllati
L'acciaio al silicio presenta un ritorno elastico del materiale di circa 2-4 gradi dopo la piegatura. Affinché le linguette di interblocco si incastrino in modo sicuro, la matrice deve piegare eccessivamente la linguetta in modo preciso in modo che si rilassi in una posizione bloccata all'interno della cavità dello strato adiacente. Gli stampi progressivi avanzati ora utilizzano cuscinetti di pressione servocomandati che regolano il tonnellaggio in tempo reale, compensando le variazioni di durezza da bobina a bobina. Senza questa compensazione si verificano pile allentate o fratture della laminazione.
Quantità di interblocchi e geometria della forma
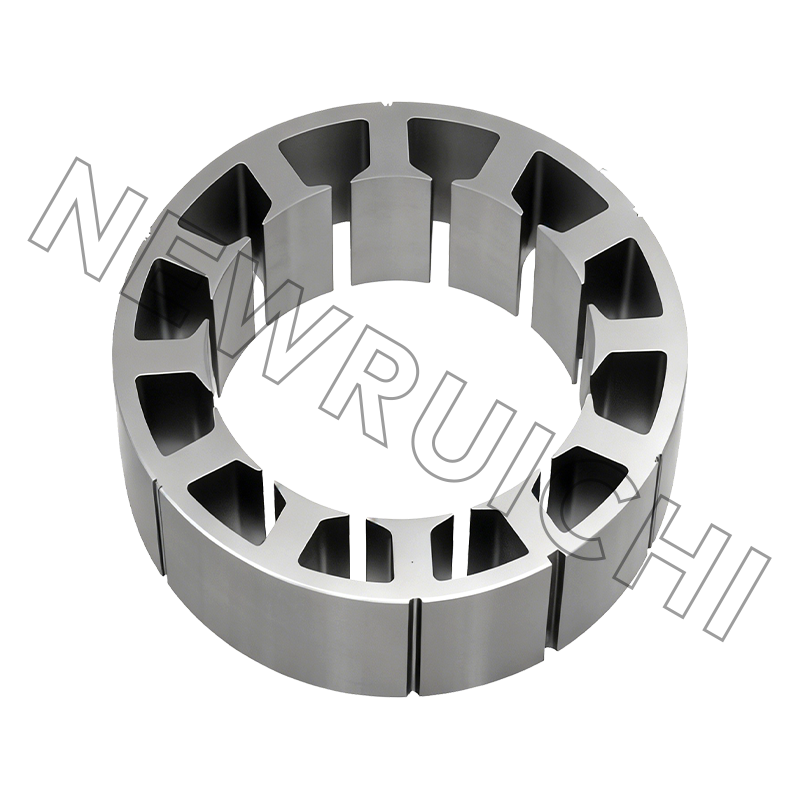
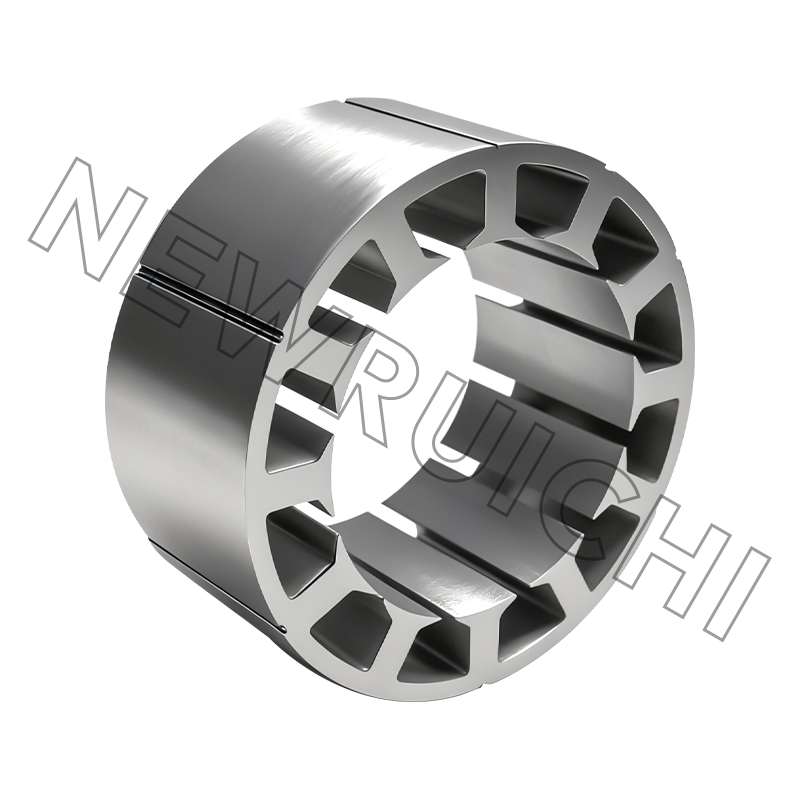
La geometria determina la resistenza al taglio del blocco finale. Le migliori pratiche attuali per uno statore da 200 mm di diametro utilizzano questi profili:
- fossette rotonde: Ideale per piccoli servomotori di seguito 5 kW , fornendo una forza di tenuta simmetrica con un impatto minimo sul percorso magnetico.
- Interblocco a V o delta: Consegna Resistenza allo sfilamento maggiore del 40%. rispetto ai design rotondi creando un effetto a coda di rondine, essenziale per i motori che superano i 10.000 giri/min.
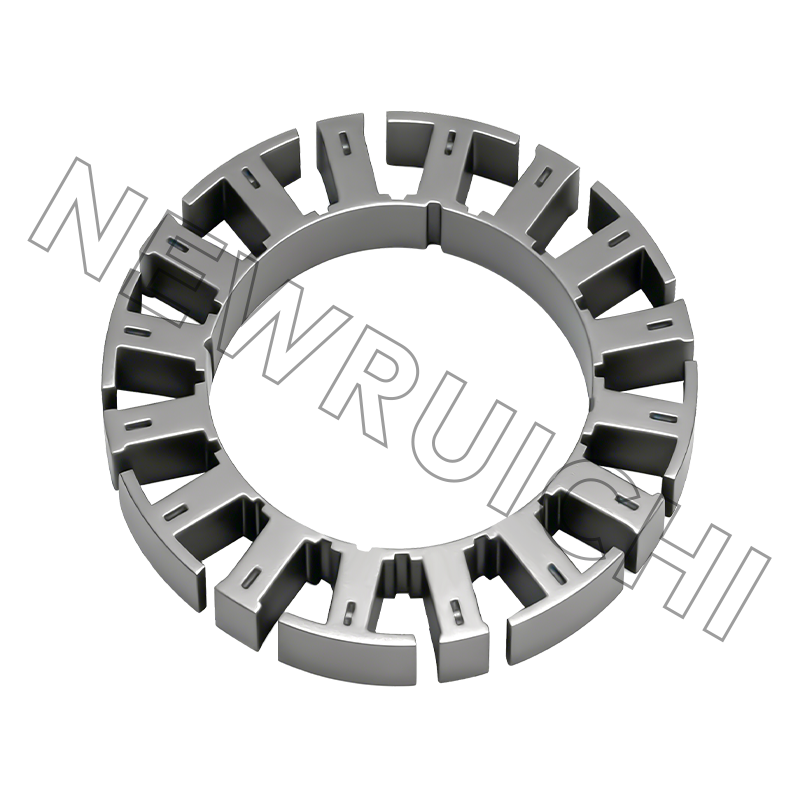
- Zone a pressione variabile: Una tecnica in cui la profondità dell'interblocco è ridotta nella zona dei denti dello statore per prevenire la rottura dello strato isolante, mentre la forza di serraggio massima viene applicata esclusivamente alla regione del giogo.
Vincoli materiali e integrità dell'isolamento elettrico
L'incastro interrompe intrinsecamente il rivestimento isolante di ossido o vernice sulla superficie dell'acciaio. Quando la linguetta taglia il rivestimento, crea un ponte metallo-metallo. Gestire questo rischio di cortocircuito è la sfida principale della progettazione. Negli azionamenti ad alta frequenza che utilizzano inverter al carburo di silicio (SiC), i forti impulsi du/dt possono indurre correnti distruttive attraverso questi interblocchi.
Per mitigare questo problema, i produttori ora applicano a epossidico secondario autoadesivo che si attiva durante un ciclo di polimerizzazione. Mentre l'interblocco meccanico fornisce la resistenza ecologica per la manipolazione, la resina epossidica cotta riempie i microinterstizi nei bordi tagliati, ripristinando la resistenza elettrica al di sopra 5 megaohm a 500V. Questo processo di collegamento ibrido sta rapidamente diventando lo standard per i motori di trazione dei veicoli elettrici da 800 V.
Implementazione della verifica della qualità nello stampo
Affidarsi a test distruttivi di estrazione delle pile finite è obsoleto. Le celle di stampaggio intelligenti ora integrano i sensori di spostamento laser direttamente nella cavità dello stampo. Quando i lamierini escono dalla stazione di interblocco, un sensore misura l'altezza di sporgenza della linguetta di bloccaggio. Se l'altezza della linguetta si discosta da target nominale di 0,8 mm di oltre 0,03 mm , il controller della pressa regola istantaneamente la penetrazione del pistone o devia la sezione difettosa prima che venga compromessa una pila completa. Questo feedback a circuito chiuso consente una resa al primo passaggio superiore 99,9% , essenziale quando si produce un nucleo del rotore ogni 2,5 secondi.
Il tuo indirizzo email non verrà pubblicato. I campi obbligatori sono contrassegnati *




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefono/Telefono:
+86-18861576796 +86-18261588866
Telefono/Telefono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Diritto d'autore © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Produttori di nuclei di statore e rotore
