 it
it
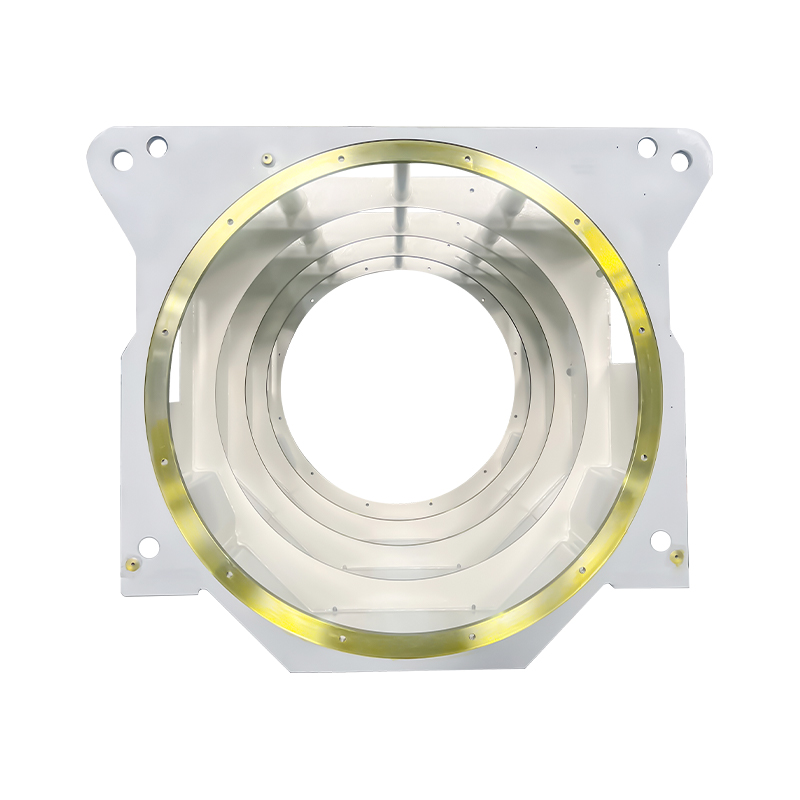
Laminazione del nucleo dello statore e del rotore del servomotore
Perché il nucleo dello statore del motore definisce le prestazioni del servosistema
In qualsiasi sistema di movimento di precisione, il servomotore funziona come giunto di attuazione, traducendo l'input elettrico in un'uscita meccanica controllata con una reattività di livello millisecondo. Al centro di questo processo di conversione c’è il nucleo dello statore del motore: la struttura magnetica fissa che genera il campo elettromagnetico rotante che aziona il rotore. La sua geometria, le proprietà dei materiali e la precisione di produzione determinano collettivamente l'efficienza e la precisione con cui avviene la conversione dell'energia.
Un nucleo dello statore ben progettato fa molto di più che condurre il flusso magnetico. Modella la distribuzione spaziale di quel flusso attraverso il traferro, influenzando direttamente la linearità della coppia, la qualità della forma d'onda del back-EMF e la capacità del motore di sostenere un controllo preciso della posizione in condizioni di carico variabili. Nei bracci robotici, nei centri di lavoro CNC e nelle linee di assemblaggio automatizzate ad alto ciclo – ambienti in cui la precisione di posizionamento è misurata in micrometri e i tempi di ciclo in millisecondi – il nucleo dello statore non è un componente di base. È un elemento di prestazione di precisione.
I produttori che considerano la selezione e le specifiche del nucleo dello statore come una decisione ingegneristica piuttosto che come una decisione di approvvigionamento ottengono costantemente risultati migliori a livello di sistema: minore ondulazione di coppia, ridotto accumulo termico e intervalli operativi più lunghi tra i cicli di manutenzione.
Selezione dei materiali: il fondamento delle prestazioni magnetiche a basse perdite
Le proprietà magnetiche ed elettriche del materiale di laminazione stabiliscono un limite assoluto per l'efficienza del motore e la risposta dinamica. Per i lamierini dello statore e del rotore dei servomotori, l'acciaio al silicio ad alta permeabilità (tipicamente acciaio elettrico non orientato con un contenuto di silicio compreso tra il 2% e il 3,5%) è il materiale preferito nelle servoapplicazioni di precisione.
La lega di silicio sopprime le perdite per correnti parassite aumentando la resistività elettrica, mentre i gradi ad alta permeabilità assicurano che il circuito magnetico si saturi a densità di flusso più elevate, consentendo una maggiore coppia erogata per unità di volume del nucleo. I parametri prestazionali chiave da specificare quando si acquista il materiale di laminazione includono:
- Perdita nel nucleo (W/kg) — misurato a densità e frequenza di flusso specifiche (ad esempio, 1,0 T a 50 Hz o 400 Hz per applicazioni ad alta velocità); una minore perdita del nucleo riduce la generazione termica e migliora l'efficienza alla velocità operativa
- Permeabilità relativa (μr) — una maggiore permeabilità riduce la forza magnetomotrice necessaria per ottenere una determinata densità di flusso, consentendo una generazione di coppia più reattiva
- Spessore di laminazione — lamierini più sottili (0,20 mm, 0,27 mm, 0,35 mm) riducono le perdite per correnti parassite a frequenze elettriche più elevate; lo spessore appropriato dipende dalla velocità nominale del motore e dalla larghezza di banda di controllo
- Rivestimento isolante — l'isolamento interlaminare (tipicamente rivestimento di grado C-5 o C-6) impedisce alle correnti parassite di creare ponti tra lamierini impilati, mantenendo le caratteristiche di perdita previste del nucleo assemblato
Per i servomotori ad altissima velocità che funzionano a velocità superiori a 10.000 giri/min, è possibile specificare leghe di metalli amorfi o qualità di ferro-cobalto al posto del tradizionale acciaio al silicio, offrendo una perdita del nucleo sostanzialmente inferiore alle alte frequenze con un corrispondente sovrapprezzo.
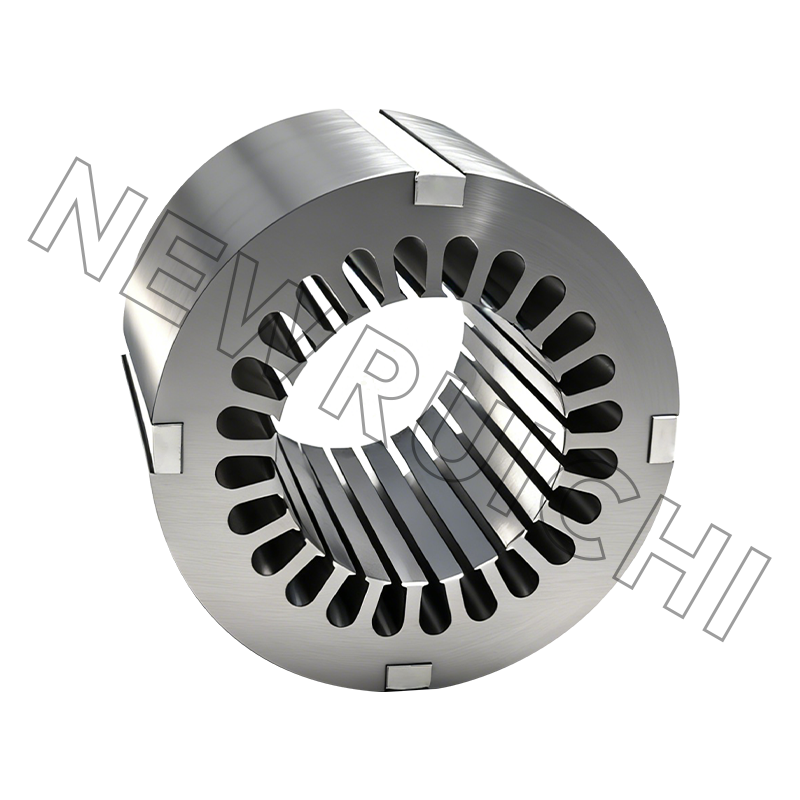
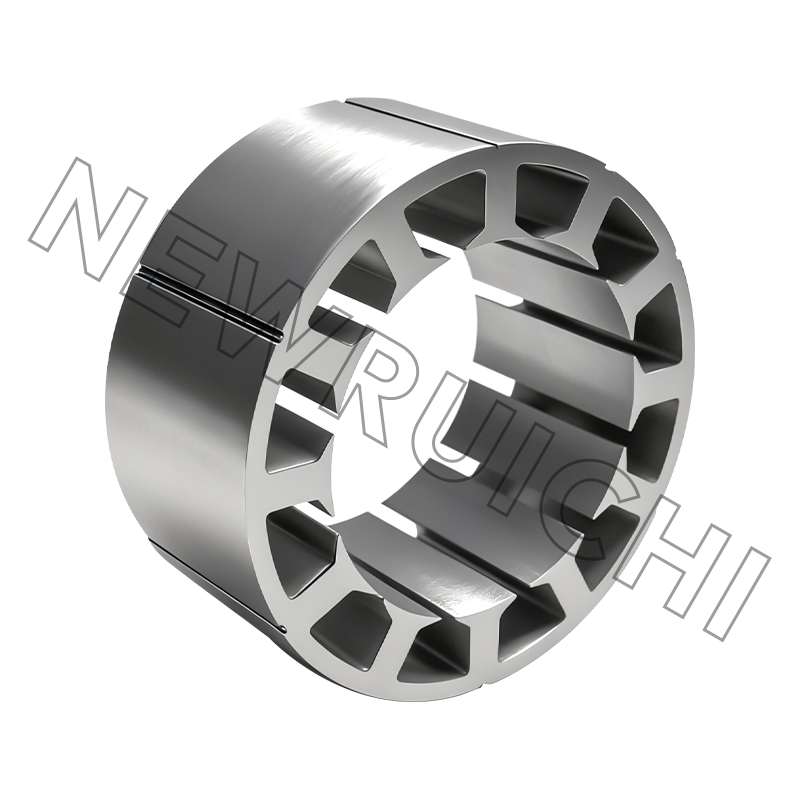
Stampaggio di precisione: come il processo di produzione favorisce la coerenza dimensionale
Il passaggio dall'acciaio elettrico grezzo a quello finito lamierini dello statore e del rotore del servomotore richiede una tecnologia di stampaggio di precisione in grado di mantenere tolleranze geometriche strette su cicli di produzione di volumi elevati. L'incoerenza dimensionale nei laminati (variazioni nella geometria della fessura, nella larghezza dei denti o nel diametro esterno) si traduce direttamente in asimmetria magnetica nel nucleo assemblato, producendo una distorsione armonica nel flusso del traferro e aumenti misurabili dell'ondulazione della coppia.
Lo stampaggio progressivo è il metodo di produzione dominante per la laminazione dei servomotori, poiché offre la produttività e la ripetibilità necessarie per una qualità costante su larga scala. I principali parametri dimensionali controllati durante lo stampaggio includono:
- Tolleranza sulla geometria della scanalatura — la larghezza e la profondità della fessura influiscono direttamente sul fattore di riempimento dell'avvolgimento e sulla riluttanza del percorso del flusso; gli obiettivi di tolleranza tipici per le laminazioni di qualità servo sono ±0,02 mm o più stretti
- Controllo dell'altezza della bava — bave eccessive provenienti dalla zona di taglio dello stampaggio aumentano lo spessore effettivo della laminazione, compromettono l'integrità dell'isolamento e creano concentrazioni di sollecitazioni che aumentano la perdita di isteresi; l'altezza della bava è generalmente controllata a ≤ 0,05 mm
- Planarità e campanatura — i lamierini non piani creano disuniformità di impilamento che introducono eccentricità e vibrazioni del rotore alla velocità operativa; la deviazione della planarità è generalmente specificata entro 0,1 mm per 100 mm di diametro di laminazione
- Concentricità del diametro interno ed esterno — fondamentale per mantenere un traferro uniforme attorno alla circonferenza del rotore, che governa direttamente il contenuto armonico spaziale della forma d'onda della densità del flusso del traferro
I bordi lisci ottenuti attraverso il gioco controllato dello stampo e la regolare manutenzione dello stesso contribuiscono anche all'equilibrio meccanico durante la rotazione ad alta velocità, riducendo le forze di eccitazione delle vibrazioni che altrimenti si tradurrebbero in rumore udibile e usura accelerata dei cuscinetti.
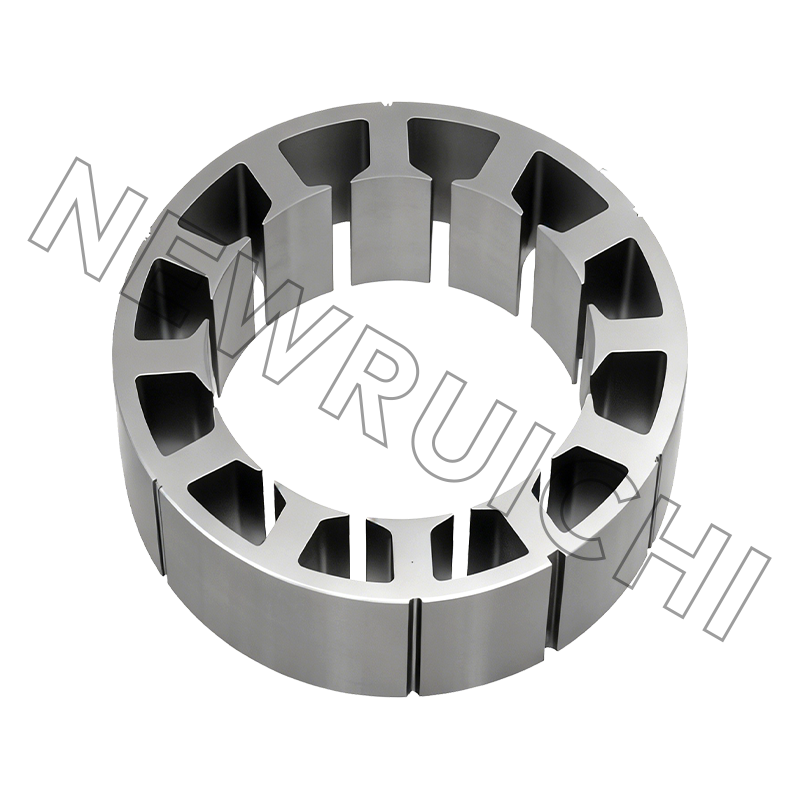
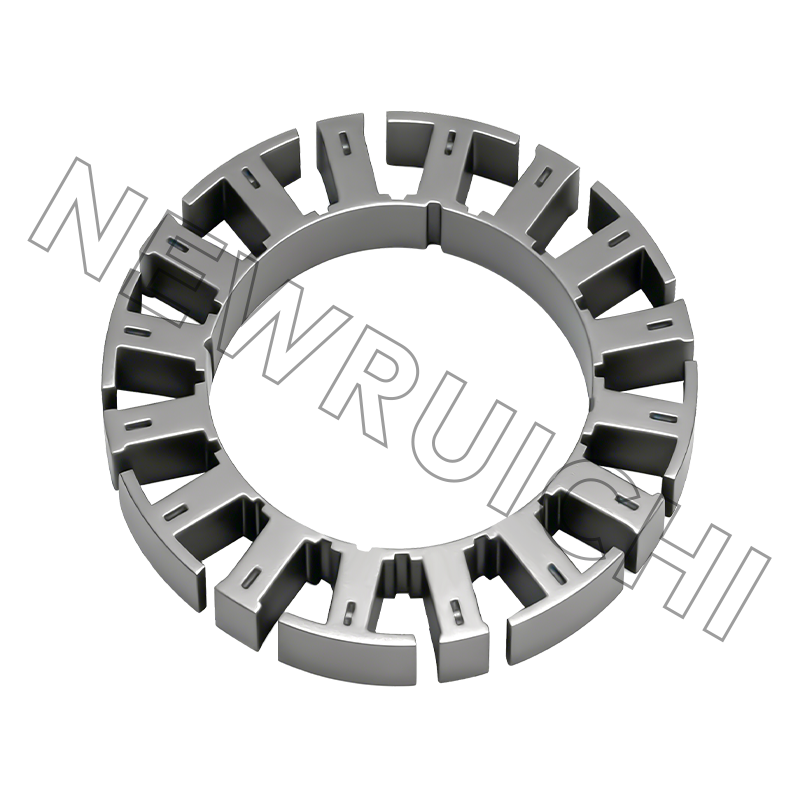
Progettazione del nucleo del rotore dello statore: adattamento polo-scanalatura e ottimizzazione del circuito magnetico
Il nucleo del rotore dello statore La configurazione (la combinazione del numero di cave dello statore, del numero di poli del rotore e della loro relazione geometrica) è la variabile di progettazione principale che regola l'entità dell'ondulazione della coppia, la coppia di cogging e l'induttanza dell'avvolgimento nei servomotori. Ottenere questa giusta combinazione non è semplicemente questione di selezionare un numero elevato di poli o un numero di slot elevato; richiede una valutazione sistematica delle interazioni armoniche tra la distribuzione della MMF dello statore e il modello di flusso del rotore.
Le combinazioni polo-scanalatura comuni utilizzate nei progetti di servomotori e le relative caratteristiche prestazionali sono riepilogate di seguito:
| Combinazione palo/fessura | Coppia di cogging | Fattore di avvolgimento | Applicazione tipica |
|---|---|---|---|
| 8P/12S | Basso | 0.866 | Servo per uso generale, robotica |
| 10P/12S | Molto basso | 0.933 | Posizionamento ad alta precisione, azionamento diretto |
| 6P/9S | Medio | 0.866 | Servo compatto, dispositivi medici |
| 14P/12S | Molto basso | 0.933 | Basso-speed high-torque, collaborative robots |
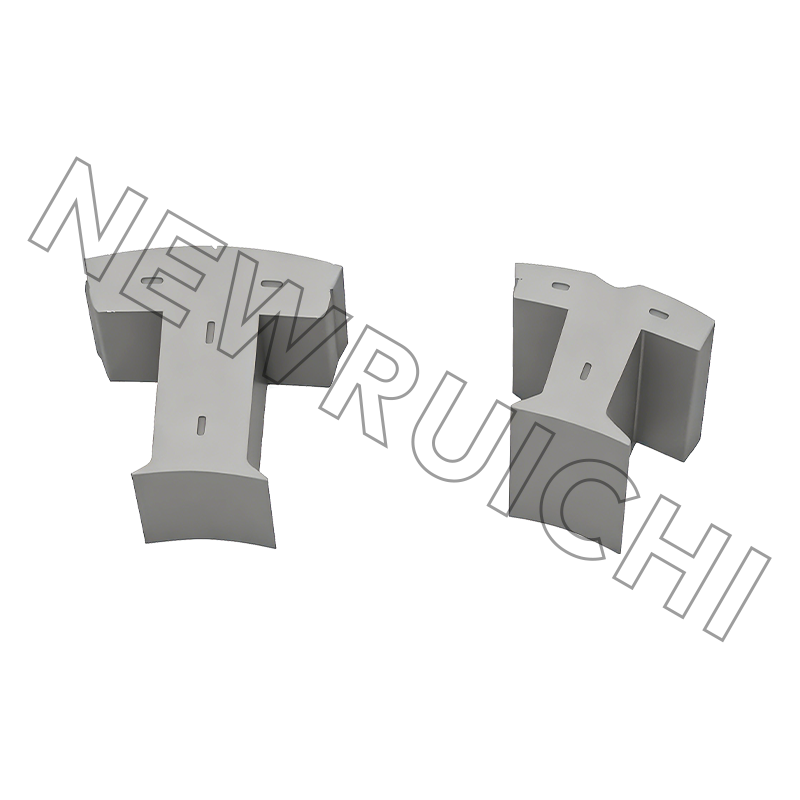
Oltre alla selezione della fessura del polo, vengono applicate caratteristiche di progettazione ausiliarie nella geometria del nucleo del rotore dello statore, tra cui l'inclinazione della fessura dello statore, l'inclinazione del magnete del rotore e la smussatura della punta del dente, per attenuare ulteriormente le armoniche della coppia di cogging. Questi affinamenti geometrici vengono implementati in fase di stampaggio della laminazione, facendo dipendere la loro accurata esecuzione dalla stessa precisione dimensionale discussa nella sezione precedente.
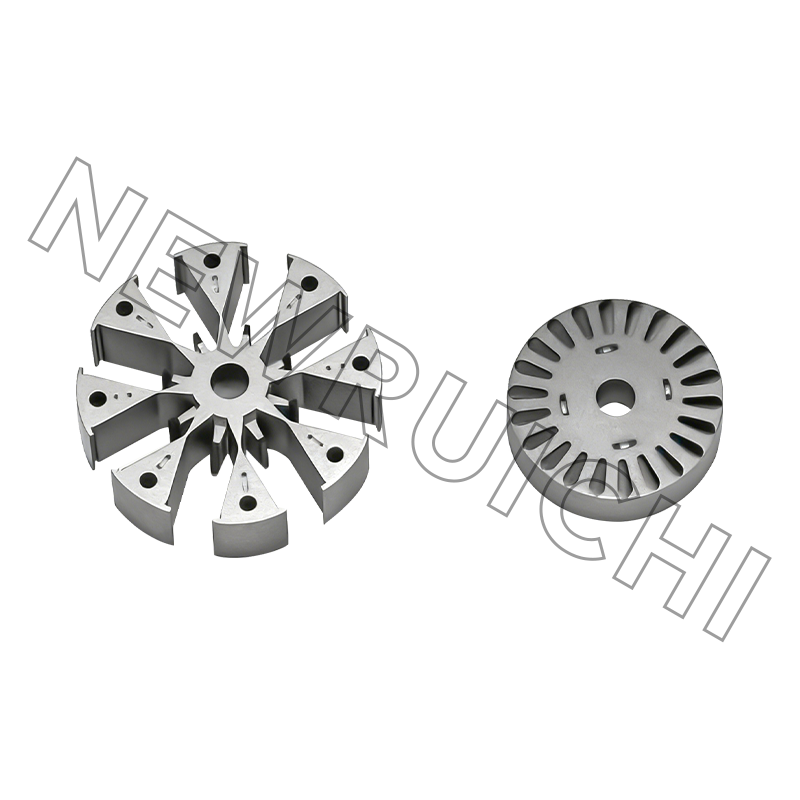
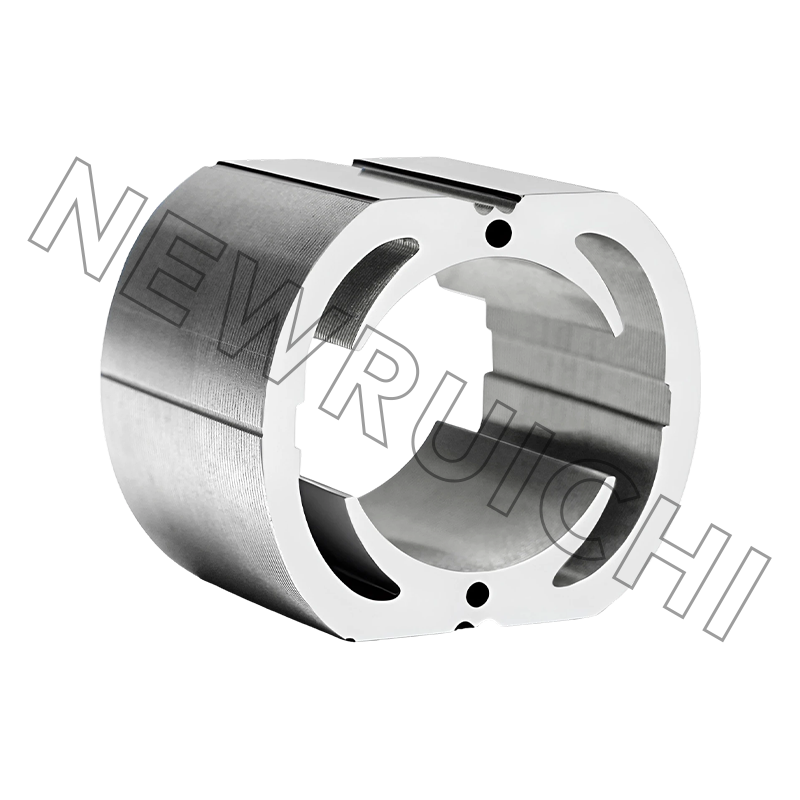
Impilamento, incollaggio e assemblaggio dei nuclei: dalle laminazioni ai nuclei funzionali
I singoli lamierini dello statore e del rotore del servomotore acquisiscono il loro pieno valore funzionale solo quando assemblati in un nucleo impilato coerente con contatto interlaminare coerente e allineamento assiale preciso. Il metodo di assemblaggio scelto influisce sull'integrità meccanica, sulle prestazioni magnetiche e sull'idoneità per i processi di produzione a valle, tra cui l'inserimento dell'avvolgimento e il bilanciamento del rotore.
Il primary stacking and bonding methods used for servo-grade cores are:
- Ad incastro (autoagganciante) — fossette o linguette stampate bloccano i laminati adiacenti durante l'impilamento, fornendo coesione meccanica senza adesivo o elementi di fissaggio; il metodo più comune per la produzione di grandi volumi grazie alla velocità e all'efficienza dei costi
- Saldatura laser — cordoni di saldatura assiali applicati lungo il diametro esterno del nucleo impilato; produce un assemblaggio rigido con buona stabilità dimensionale, sebbene lo stress indotto dalla saldatura possa aumentare marginalmente la perdita locale del nucleo nelle zone interessate
- Incollaggio adesivo (pile di laminazione incollate) — adesivi anaerobici o epossidici applicati tra le superfici di laminazione; elimina lo stress meccanico da saldature o incastri, preservando tutte le proprietà magnetiche di ogni laminazione; preferito per servo-core a bassissimo rumore e ad alta precisione
- Montaggio con bullone passante — lamierini allineati su mandrino di precisione e bloccati con bulloni passanti; utilizzato principalmente per telai di dimensioni maggiori dove l'incastro o la saldatura non sono pratici
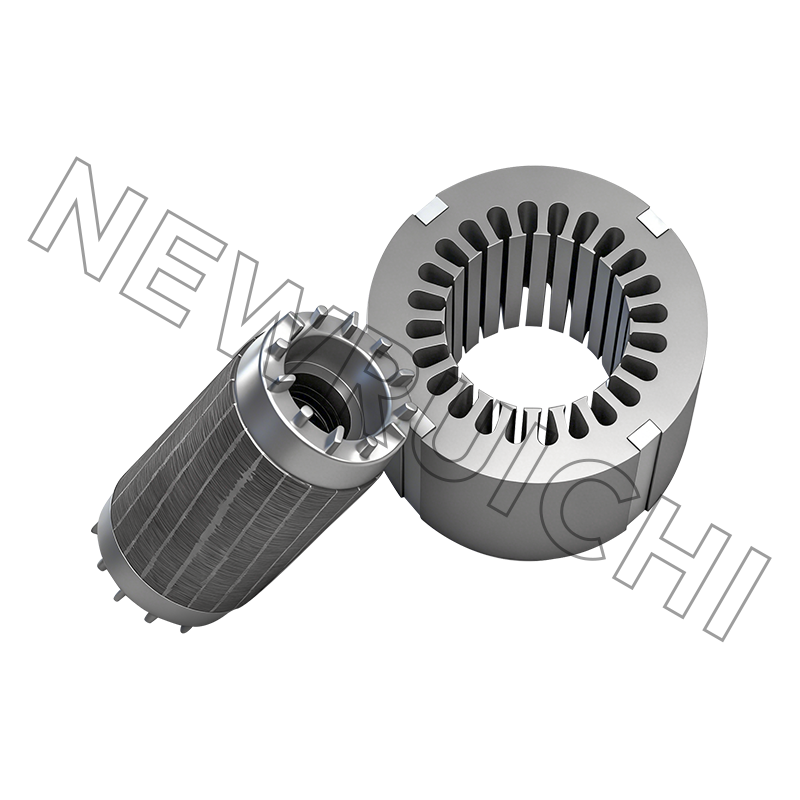
Per i nuclei del rotore nei servomotori a magneti permanenti, l'allineamento assiale preciso dell'impilamento è particolarmente critico. Il disallineamento tra il pacco di laminazione del rotore e la geometria di montaggio del magnete introduce percorsi di flusso asimmetrici che aumentano sia la coppia di cogging che il rumore acustico durante il funzionamento.
Opzioni di personalizzazione per la geometria di laminazione del servomotore
Le geometrie di laminazione standard coprono le dimensioni dei telai dei servomotori più comuni e le configurazioni delle scanalature polari, ma molte applicazioni di movimento di precisione richiedono progetti di laminazione personalizzati per soddisfare requisiti specifici di prestazioni, imballaggio o integrazione. La personalizzazione della geometria di laminazione è disponibile nelle seguenti dimensioni:
- Diametro esterno ed interno — adattato alle dimensioni specifiche del telaio del motore o ai vincoli di integrazione dell'azionamento diretto
- Forma della fessura e larghezza di apertura — ottimizzato per diametri di filo di avvolgimento specifici, fattori di riempimento e obiettivi di induttanza di dispersione nelle scanalature
- Geometria della punta del dente — angolo di smusso e larghezza della punta regolati per bilanciare la riduzione della coppia di cogging rispetto alla densità del flusso nella regione della punta del dente
- Geometria della tasca del magnete del rotore — per i rotori a magneti permanenti interni (IPM), la forma della tasca determina l'efficacia della barriera di flusso e il rapporto di salienza, che influenzano entrambi il contributo della coppia di riluttanza e la larghezza di banda del controllo dinamico
- Lunghezza della pila - adattato per soddisfare gli obiettivi di densità di coppia entro i vincoli di imballaggio assiale
Gli utensili prototipo per geometrie di laminazione personalizzate possono essere prodotti a un costo relativamente basso utilizzando l'elettroerosione a filo o il taglio laser per la convalida iniziale, con utensili a matrice progressiva commissionati una volta confermata la geometria. Questo approccio in due fasi consente ai progettisti di motori di ripetere la geometria della laminazione senza impegnarsi prematuramente in investimenti di grandi volumi in attrezzature.
Risultati prestazionali: cosa offrono i core di alta qualità nell'applicazione
Il cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Ondulazione di coppia ridotta — consentendo profili di movimento più fluidi nei giunti robotici e nelle fasi di posizionamento lineare, con vantaggi diretti per la qualità della finitura superficiale nelle applicazioni di lavorazione e la precisione del percorso nell'automazione pick-and-place
- Temperatura operativa inferiore — la riduzione delle perdite nel nucleo si traduce in una minore generazione di calore al carico nominale, estendendo la durata dell'isolamento dell'avvolgimento e consentendo cicli di lavoro continui più elevati senza declassamento
- Risposta dinamica più rapida — una minore perdita magnetica e una maggiore permeabilità migliorano la stabilità costante della coppia del motore nell'intero intervallo di velocità operativa, supportando larghezze di banda del circuito di corrente più strette nel servoazionamento
- Vibrazioni e rumore acustico ridotti — la planarità controllata della laminazione, i bordi lisci delle fessure e il bilanciamento preciso del rotore sopprimono le forze di eccitazione meccanica che generano rumore udibile, un requisito sempre più specifico nelle applicazioni mediche, di semiconduttori e di robotica collaborativa
- Prestazioni costanti da lotto a lotto — tolleranze dimensionali strette durante i cicli di produzione garantiscono che i parametri prestazionali del motore rimangano entro le specifiche per tutta la durata di un programma di produzione, riducendo la necessità di calibrazione del singolo motore nella fase di integrazione del sistema
Negli ambienti di produzione ad alto ciclo in cui i servomotori possono eseguire decine di milioni di movimenti di posizionamento all'anno, questi vantaggi prestazionali si sommano alla vita operativa del sistema: riducendo il consumo di energia, estendendo gli intervalli di manutenzione e migliorando il costo totale di proprietà rispetto ai motori costruiti su componenti principali del rotore dello statore con specifiche inferiori.
Il tuo indirizzo email non verrà pubblicato. I campi obbligatori sono contrassegnati *




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefono/Telefono:
+86-18861576796 +86-18261588866
Telefono/Telefono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Diritto d'autore © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Produttori di nuclei di statore e rotore
