 it
it
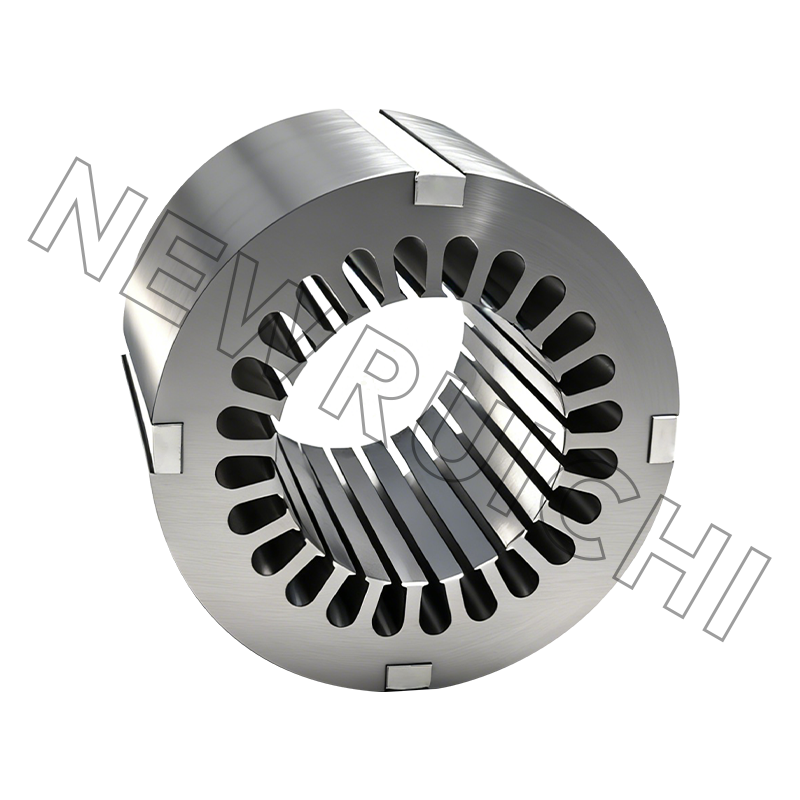
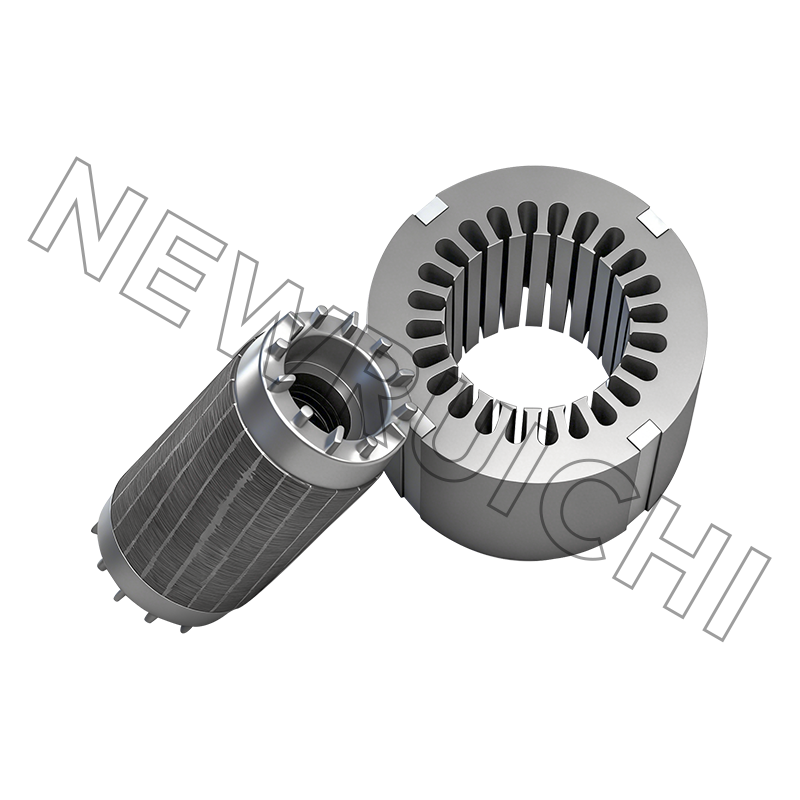
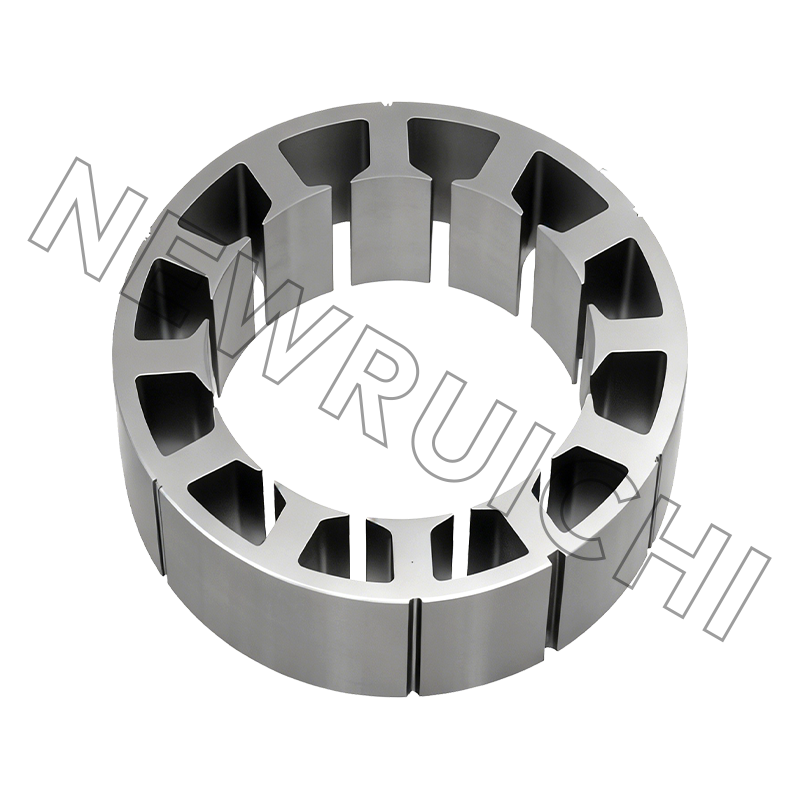
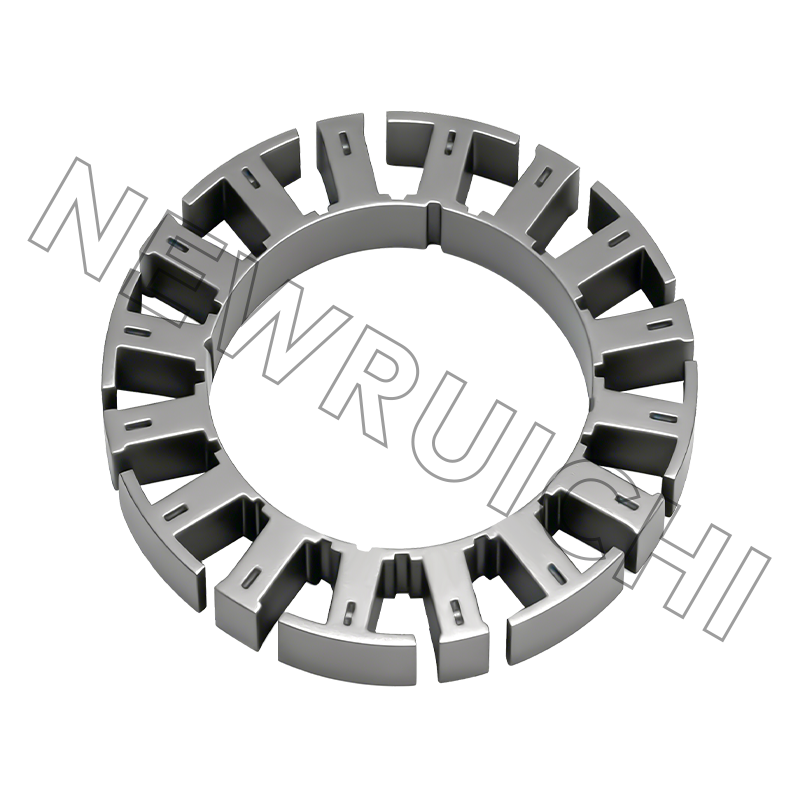
Bobine e materiali in acciaio al silicio: una guida completa
Nuovi prodotti ruichi


Prodotti Cailiang


![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefono/Telefono:
+86-18861576796 +86-18261588866
Telefono/Telefono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Diritto d'autore © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Produttori di nuclei di statore e rotore
