 it
it
Perché i produttori di motori stanno passando ai nuclei finiti pronti per l'installazione?
Oltre le singole laminazioni: il caso dei nuclei assemblati finiti
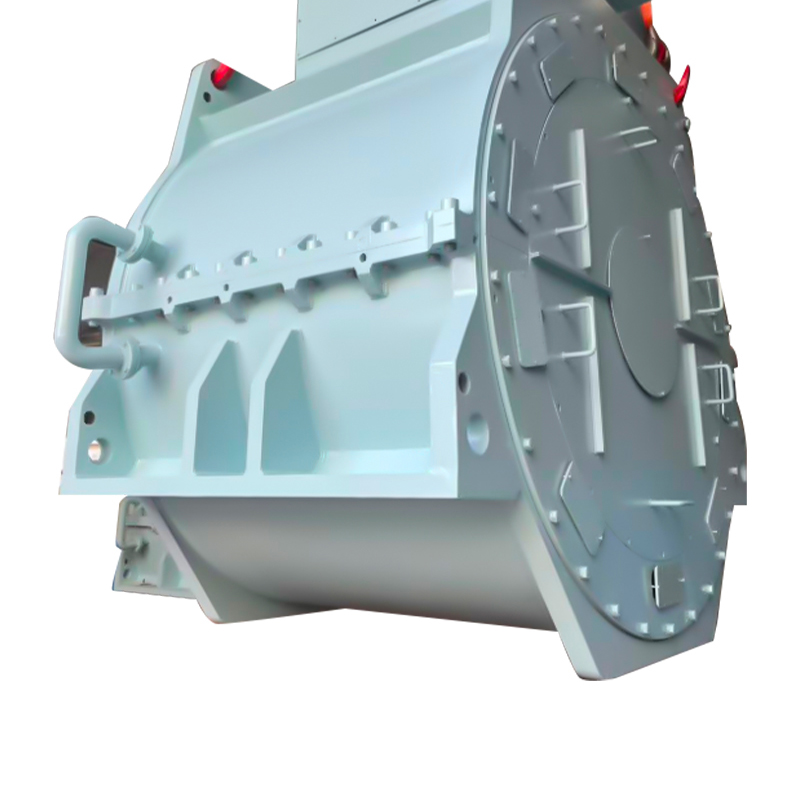
Per decenni, i produttori di motori hanno acquistato laminazioni individuali e hanno gestito internamente tutte le operazioni di impilamento, allineamento e fissaggio a valle. Sebbene questo approccio offrisse la massima flessibilità, introduceva anche una notevole complessità: coordinamento di più sottoprocessi, manutenzione degli strumenti per ogni fase di assemblaggio, formazione degli operatori su diverse tecniche e gestione della qualità in ogni fase prima che emergesse un singolo nucleo utilizzabile. Man mano che i cicli di sviluppo del prodotto si comprimono e le catene di fornitura richiedono una maggiore specializzazione, ha preso piede un modello più efficiente, costruito attorno a nuclei finiti pronti per l'installazione e gruppi di nuclei motore finiti che arrivano alla linea di produzione completamente lavorati e immediatamente utilizzabili.
Questo cambiamento non è semplicemente una questione di convenienza. Rappresenta un cambiamento fondamentale nel modo in cui i produttori di motori allocano le risorse ingegneristiche, gestiscono i rischi e accelerano il time-to-market. Quando il nucleo, l’elemento magneticamente e meccanicamente più critico di qualsiasi motore elettrico o generatore, viene fornito come una struttura stabile e ottimizzata anziché come una pila di lamierini sciolti, ogni fase successiva dell’assemblaggio del motore diventa più veloce, più ripetibile e più facile da controllare. Comprendere cosa implica la produzione di questi assemblaggi e come selezionare il partner giusto per loro è ora una priorità strategica per i team di ingegneria e approvvigionamento dell'industria manifatturiera dei motori.
Cosa includono effettivamente i nuclei finiti pronti per l'installazione
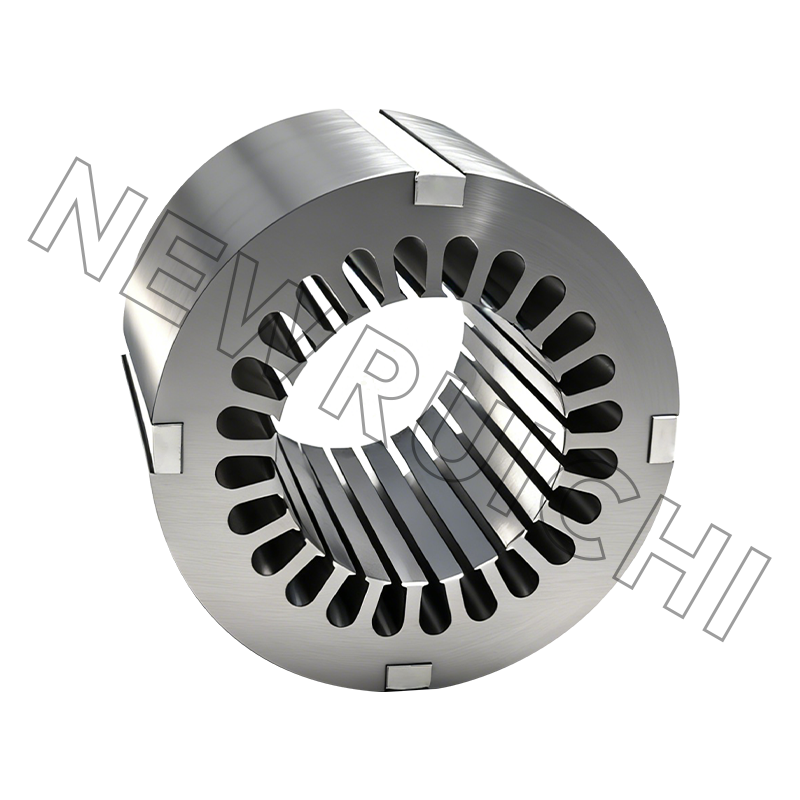
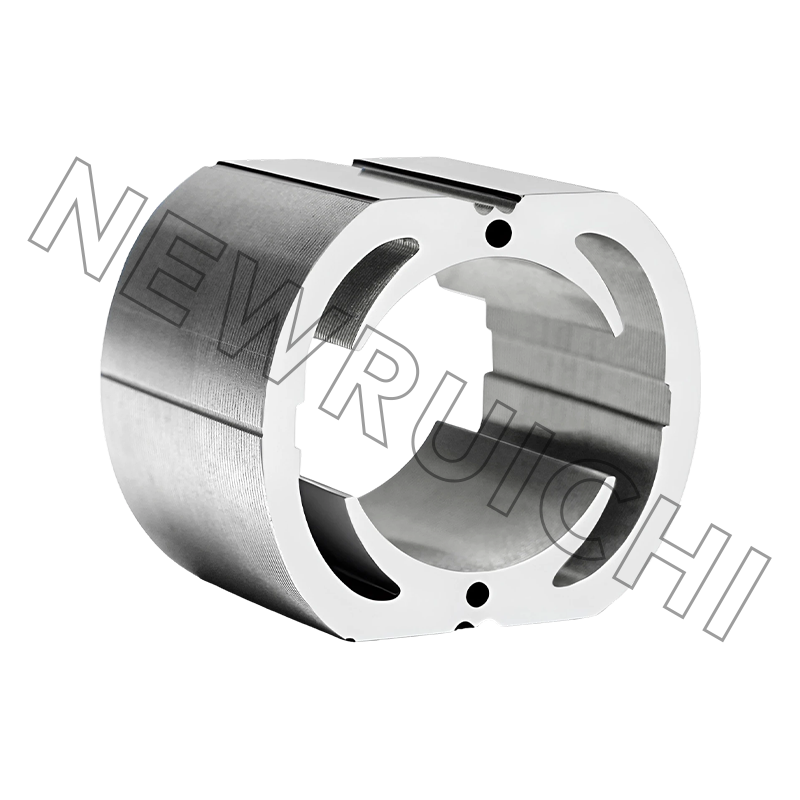
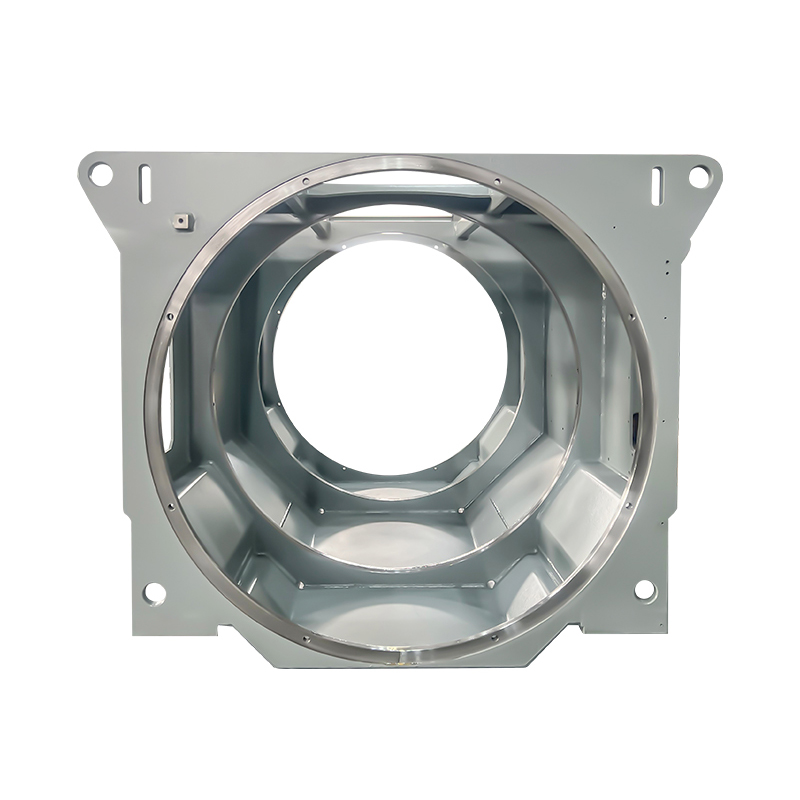
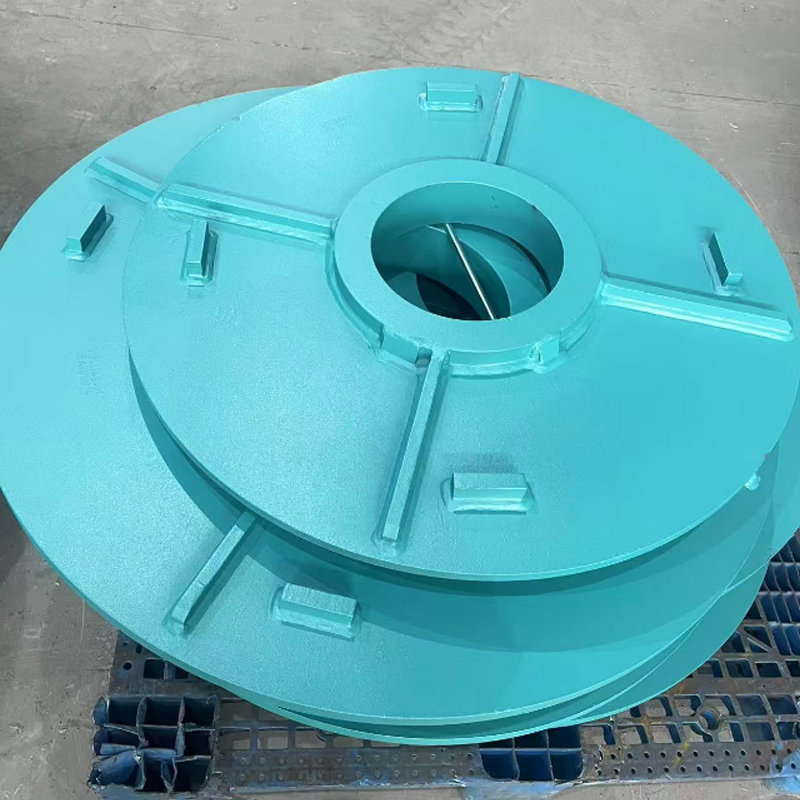
Il termine nuclei finiti pronti per l'installazione comprende un'ampia gamma di prodotti, tutti unificati dal principio secondo cui il nucleo arriva presso la struttura del cliente in uno stato che non richiede ulteriori lavorazioni strutturali prima dell'inizio dell'assemblaggio. A livello base ciò significa un pacco di lamierini impilato e fissato con precisione, ma in pratica la portata di ciò che comprende "finito" varia notevolmente a seconda del tipo di motore, dell'applicazione e delle esigenze del cliente.
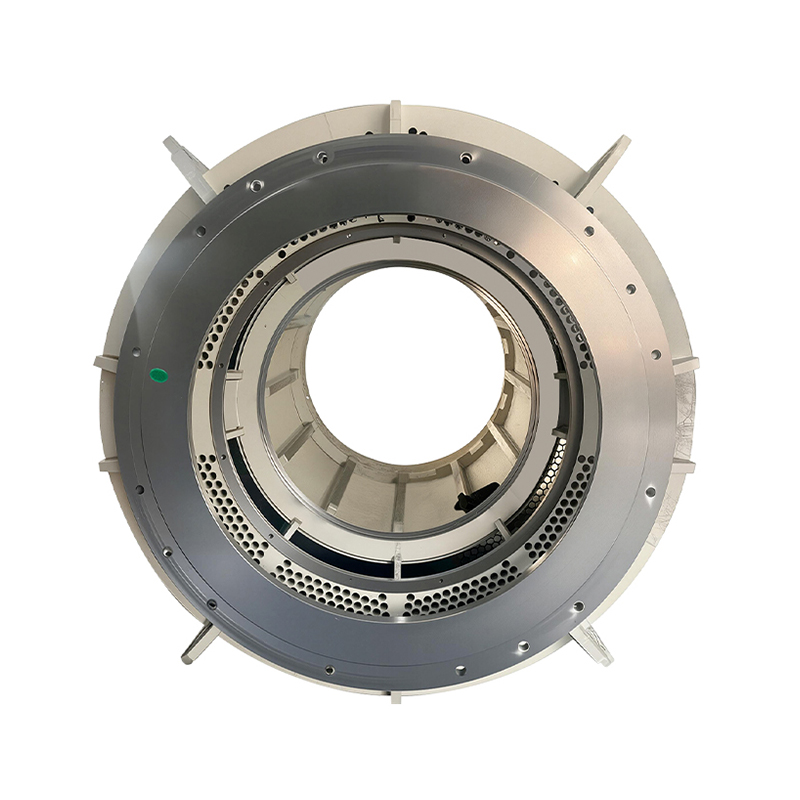
Un nucleo finito completamente realizzato integra in genere diverse fasi del processo che altrimenti ricadrebbero nelle mani del produttore del motore. L'impilamento allinea le singole laminazioni in precisi orientamenti rotazionali e assiali per raggiungere l'altezza dello stack target e la simmetria magnetica. La rivettatura blocca meccanicamente il pacco di laminazione con un'elevata forza di serraggio, garantendo stabilità dimensionale alle vibrazioni e ai cicli termici del funzionamento del motore. La saldatura, applicata lungo la circonferenza esterna o in punti di saldatura designati, aggiunge ulteriore integrità strutturale per applicazioni ad alto stress. L'incollaggio, che utilizza adesivi specializzati tra gli strati di laminazione, è sempre più specifico per le applicazioni sensibili al rumore, poiché elimina le microvibrazioni tra le lamine che contribuiscono al rumore udibile del motore e alla perdita di ferro. La combinazione di queste tecniche, selezionate e sequenziate in base ai requisiti di progettazione specifici, è ciò che trasforma una pila sciolta di acciaio elettrico in una struttura a nucleo magnetico stabile e ottimizzata.
Processi di assemblaggio principali: impilamento, rivettatura, saldatura e incollaggio
Ciascuno dei quattro processi di assemblaggio primari contribuisce con un insieme di proprietà distinte e non intercambiabili al nucleo finito. Selezionare la giusta combinazione – o capire perché un fornitore ha specificato un particolare approccio – richiede chiarezza su ciò che ciascun processo ottiene e quali compromessi introduce.
Controllo dell'impilamento e dell'orientamento
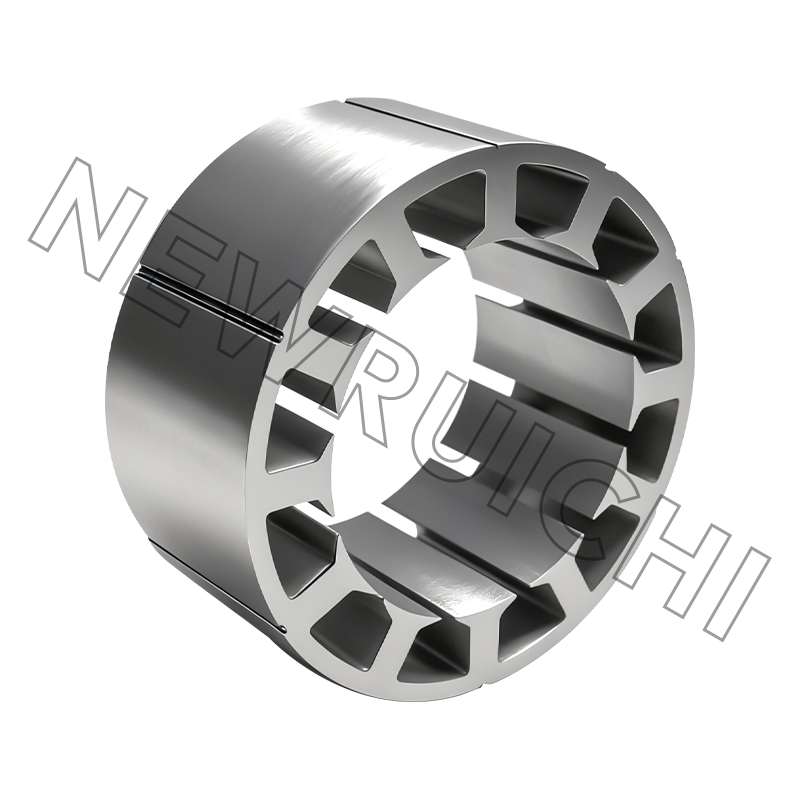
L'impilamento di precisione è il fondamento di ogni processo di assemblaggio delle anime. I lamierini devono essere allineati entro strette tolleranze angolari e assiali per garantire che le geometrie delle scanalature, i profili dei denti e le dimensioni del giogo siano coerenti per tutta l'altezza della pila. Anche un piccolo disallineamento si accumula su centinaia di laminazioni, producendo superfici a gradini che complicano l'inserimento dell'avvolgimento e degradano l'uniformità del flusso magnetico. I sistemi di impilamento automatizzati con allineamento guidato dalla visione e misurazione dell'altezza durante il processo vengono utilizzati nella produzione in grandi volumi di gruppi motore finiti per mantenere tolleranze che l'impilamento manuale non può raggiungere in modo affidabile.
Rivettatura per l'integrità meccanica
La rivettatura fa passare rivetti in acciaio o alluminio attraverso fori preforati nel pacco di laminazione e deforma le estremità del rivetto sotto una forza controllata, creando un gruppo bloccato che resiste alla separazione assiale e al relativo movimento di laminazione. Questo processo è veloce, economico e ampiamente applicabile a tutte le geometrie del nucleo dello statore e del rotore. Il modello del rivetto, il materiale e la forza di serraggio sono progettati per mantenere l'integrità dello stack senza creare percorsi di cortocircuito tra le laminazioni: un fattore chiave in termini di prestazioni elettromagnetiche che deve essere bilanciato con i requisiti meccanici in ogni progetto.
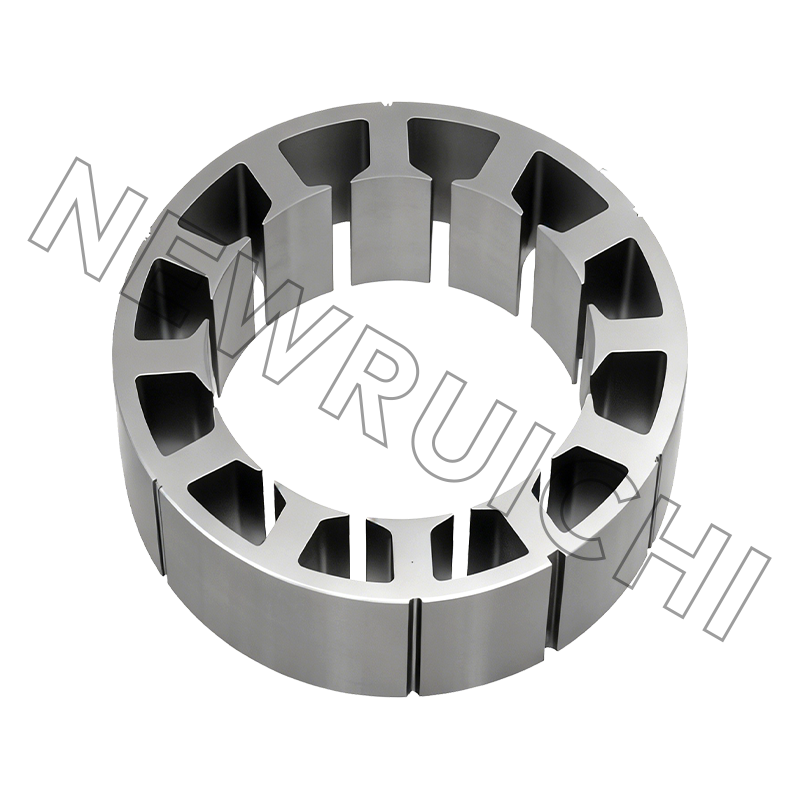
Saldatura per applicazioni ad alta sollecitazione
La saldatura laser e la saldatura TIG lungo il diametro esterno dei nuclei dello statore o lungo le linee di saldatura assiali sui nuclei del rotore forniscono una maggiore resistenza del giunto rispetto alla sola rivettatura, rendendo i gruppi saldati la scelta preferita per motori ad alta velocità, applicazioni di trazione e ambienti soggetti a forti vibrazioni. La profondità di penetrazione della saldatura, la geometria del cordone e l'apporto di calore sono strettamente controllati per ridurre al minimo la distorsione termica e prevenire la formazione di ponti conduttivi interlaminari che aumenterebbero le perdite di correnti parassite.
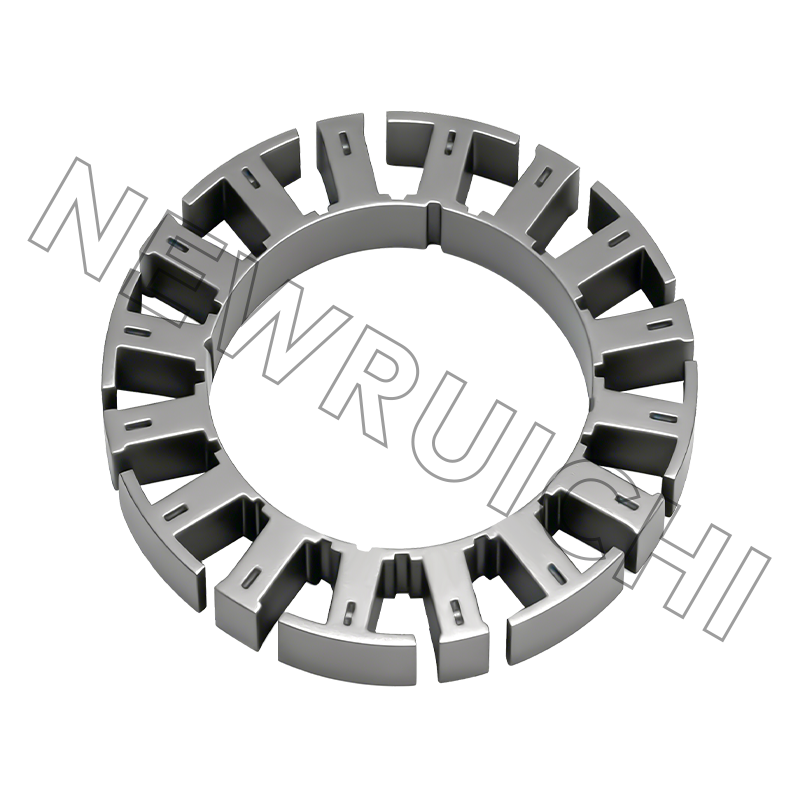
Incollaggio per l'ottimizzazione del rumore e dell'efficienza
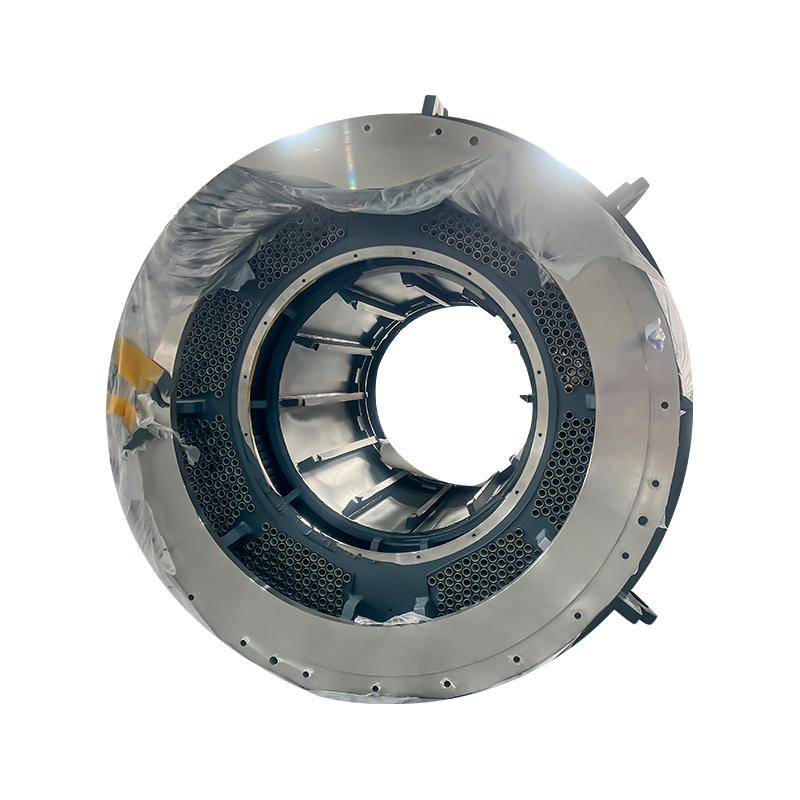
Il collegamento adesivo tra le laminazioni, utilizzando adesivi strutturali polimerizzati termicamente o UV, elimina le interfacce di contatto meccanico che rappresentano la fonte primaria di rumore indotto dalle vibrazioni nei nuclei convenzionali rivettati o saldati. I nuclei incollati distribuiscono inoltre lo stress di serraggio in modo uniforme sulla superficie di laminazione anziché concentrarlo sui rivetti o sui punti di saldatura, riducendo gli aumenti localizzati indotti dallo stress nella coercività magnetica. Per i motori di trazione per veicoli elettrici di alta qualità, i motori dei compressori HVAC e i servoazionamenti di precisione, i nuclei finiti incollati pronti per l'installazione offrono miglioramenti misurabili sia nelle prestazioni acustiche che nell'efficienza complessiva del motore.
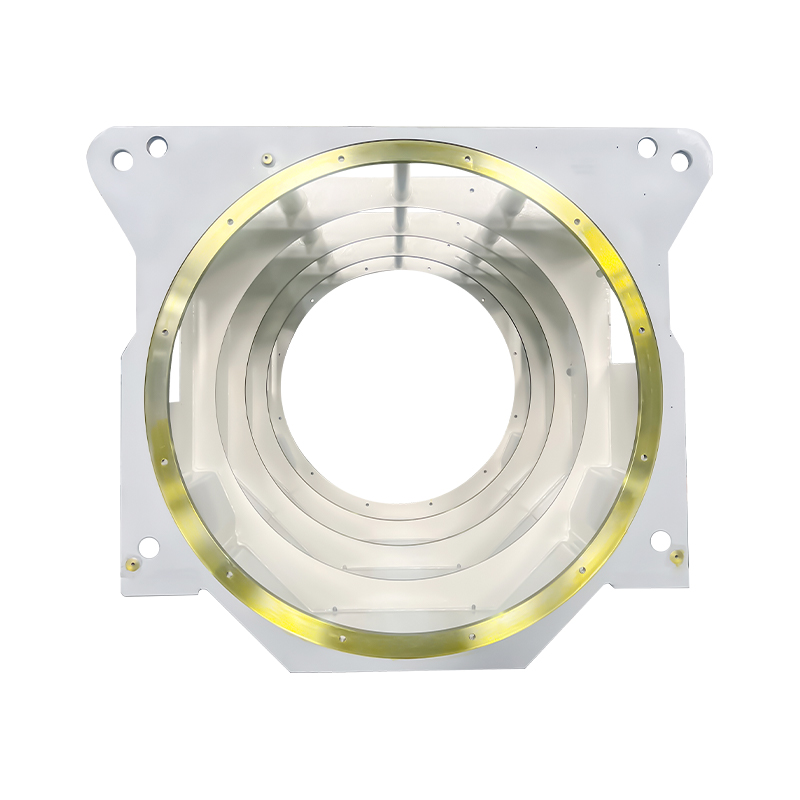
Componenti aggiuntivi opzionali: assemblaggio dell'albero e trattamento isolante
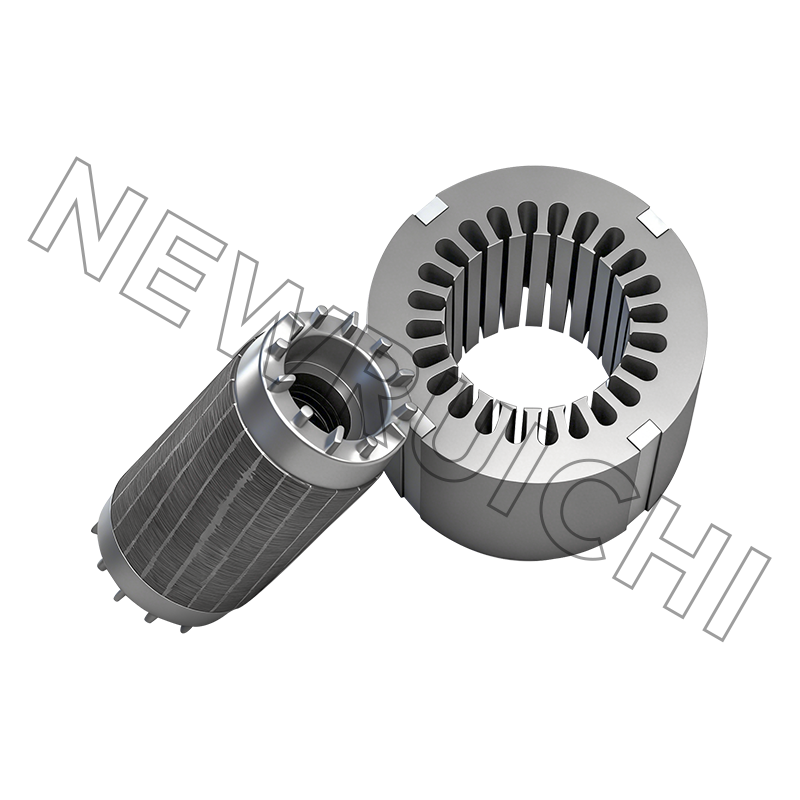
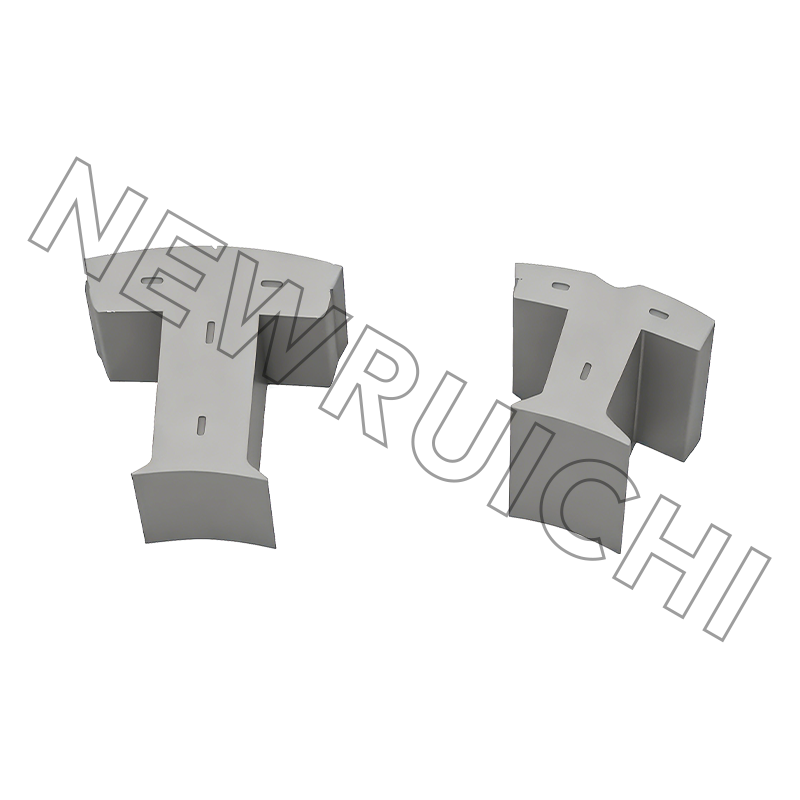
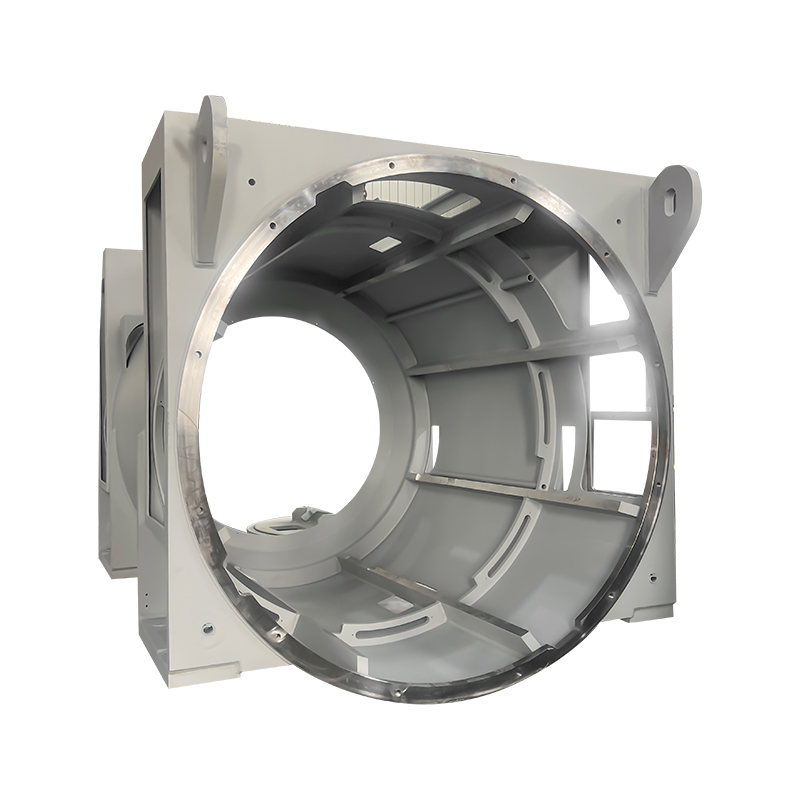
Oltre ai principali processi di fissaggio, i fornitori di Gruppi principali del motore finiti offrire sempre più servizi aggiuntivi integrati che comprimono ulteriormente il carico di lavoro di assemblaggio interno del cliente. Due delle opzioni di maggiore impatto sono l'assemblaggio dell'albero e il trattamento dell'isolamento: entrambi, se eseguiti a livello del fornitore principale, eliminano intere fasi del processo dalla linea di produzione del produttore del motore.
- Assemblaggio albero: La pressatura o il calettamento del nucleo del rotore sull'albero del motore richiede un controllo preciso dell'accoppiamento delle interferenze, attrezzature di pressatura specializzate e un'attenta gestione termica per evitare danni alla laminazione. Quando il fornitore principale esegue questa operazione, il cliente riceve un sottogruppo del rotore bilanciato pronto per l'installazione dei cuscinetti, eliminando un processo tecnicamente impegnativo da una catena di montaggio che potrebbe non disporre delle attrezzature specializzate per eseguirlo in modo affidabile su larga scala.
- Trattamento di isolamento: L'isolamento delle scanalature, sia esso applicato come carta isolante preformata, verniciatura a polvere o impregnazione epossidica liquida, protegge i conduttori dell'avvolgimento dal contatto elettrico con il nucleo in acciaio e fornisce la barriera dielettrica necessaria per l'affidabilità a lungo termine del motore. Ricevere i nuclei con l'isolamento della fessura già applicato consente agli operatori di avvolgimento di iniziare immediatamente l'inserimento della bobina, senza una fase intermedia di preparazione dell'isolamento che altrimenti richiederebbe apparecchiature separate e verifica della qualità.
- Trattamento superficiale e rivestimento: Rivestimenti anticorrosione, verniciatura o anodizzazione possono essere applicati al gruppo principale prima della consegna, eliminando le operazioni di manipolazione e mascheramento presso l'impianto di assemblaggio del motore e garantendo una finitura estetica e protettiva uniforme su ogni unità.
- Verifica dimensionale e magnetica: I rapporti di ispezione pre-spedizione, tra cui altezza dello stack, diametro del foro, concentricità e dati misurati sulla perdita del nucleo, forniscono ai produttori di motori la documentazione sulla qualità in entrata necessaria per accettare gli assemblaggi direttamente in produzione senza passaggi di ispezione in entrata ridondanti.
In che modo gli assiemi principali finiti riducono i tempi di lancio del prodotto
Uno degli argomenti più convincenti per l'approvvigionamento di nuclei finiti e gruppi di nuclei motore finiti pronti per l'installazione è l'impatto diretto sulla velocità di sviluppo di nuovi prodotti. Quando i produttori di motori sono responsabili internamente di tutte le fasi di lavorazione principali, ogni progettazione di un nuovo prodotto richiede la qualificazione dei dispositivi di impilamento, degli utensili per rivetti, dei parametri di saldatura e dei processi di applicazione dell’isolamento: un onere di convalida che può aggiungere settimane o mesi al programma di sviluppo prima che un singolo prototipo con intento produttivo venga assemblato.
L'esternalizzazione di questa complessità a un fornitore esperto di assemblaggio di nuclei trasferisce tali oneri di qualificazione a una struttura con processi consolidati, apparecchiature convalidate e team di ingegneri dedicati. Il produttore del motore riceve assemblaggi finiti che hanno già superato la caratterizzazione dimensionale e magnetica, consentendo il passaggio immediato ai test di avvolgimento, impregnazione e a livello di sistema. Le modifiche progettuali iterative (regolazioni della geometria delle scanalature, variazioni dell'altezza dello stack o aggiornamenti della qualità dei materiali) possono essere apportate rapidamente senza richiedere al produttore del motore di riqualificare le attrezzature interne. Questa agilità è particolarmente preziosa nei mercati competitivi dove la capacità di portare un nuovo progetto di motore dal prototipo alla produzione nel più breve tempo possibile rappresenta un vantaggio commerciale diretto.
Confronto tra modelli di fornitura: laminazioni sciolte e assemblaggi finiti
La decisione tra l'approvvigionamento di laminazioni sciolte e l'approvvigionamento di gruppi nuclei motore finiti è in definitiva strategica, poiché bilancia capacità interna, volume di produzione, requisiti di controllo qualità e rischio della catena di fornitura. La tabella seguente riassume le principali differenze tra i due modelli di fornitura nelle dimensioni più rilevanti per i produttori di motori:
| Dimensione | Laminazioni sciolte | Gruppi principali del motore finiti |
| Sono necessari strumenti interni | Alta: sono necessari dispositivi di impilamento, rivettatura e saldatura | Basso: attrezzature gestite dal fornitore |
| Complessità della catena di montaggio | Elevata: sono necessarie più fasi del processo prima dell'avvolgimento | Basso: nucleo consegnato pronto per l'uso immediato |
| Punti di controllo qualità | Molti: ogni fase del processo interno deve essere verificata | Meno: verificati dal fornitore prima della spedizione |
| Velocità di lancio di nuovi prodotti | Più lento: è richiesta la qualificazione del processo interno | Più veloce: il fornitore gestisce la qualificazione |
| Idoneità per volumi medio-bassi | Meno efficiente: costo fisso per unità elevato | Ideale: non è richiesto alcun investimento fisso in attrezzature |
| Flessibilità progettuale | Alto: controllo interno completo sui parametri di processo | Alto: modifiche implementate in collaborazione con il fornitore |
Selezione del giusto partner per l'assemblaggio del nucleo finito
La qualità di un gruppo motore finito è inseparabile dalle capacità e dalla disciplina del processo del fornitore che lo produce. La valutazione di un potenziale partner richiede di guardare oltre il prezzo e i tempi di consegna per valutare la profondità delle sue capacità tecniche lungo l'intera catena del processo di assemblaggio. I criteri chiave includono la gamma di tecnologie di fissaggio disponibili (un fornitore che offre solo rivettatura non può servire applicazioni in cui l'incollaggio o la saldatura sono tecnicamente richiesti), così come la precisione e la ripetibilità dei loro sistemi di impilamento e allineamento, il loro approccio al monitoraggio della qualità durante il processo e la loro capacità di fornire dati documentati sulle prestazioni dimensionali e magnetiche con ogni spedizione.
Altrettanto importante è la capacità di supporto tecnico del fornitore. I migliori fornitori di nuclei finiti pronti per l'installazione funzionano come partner di progettazione collaborativa, fornendo input sulla geometria della laminazione, sull'ottimizzazione dell'altezza dello stack, sulla selezione del processo e sulla scelta della qualità dei materiali durante la fase di sviluppo del motore, non solo eseguendo un disegno fisso dopo che il progetto è stato congelato. Questo coinvolgimento precoce consente progettazioni ottimizzate sia in termini di prestazioni del motore che di efficienza produttiva, riducendo i costi e i tempi associati alle iterazioni di progettazione che avrebbero potuto essere anticipati con un precedente coinvolgimento dei fornitori. Per i produttori di motori impegnati a ridurre i tempi di lancio dei prodotti e a migliorare la coerenza dei loro assemblaggi finiti, la scelta di un fornitore con questa profondità di capacità è una delle decisioni con la massima influenza nel processo di approvvigionamento.

Il tuo indirizzo email non verrà pubblicato. I campi obbligatori sono contrassegnati *




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefono/Telefono:
+86-18861576796 +86-18261588866
Telefono/Telefono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Diritto d'autore © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Produttori di nuclei di statore e rotore
